 Home
Home Products
Products About Us
About Us Contact Us
Contact UsCutting fluids
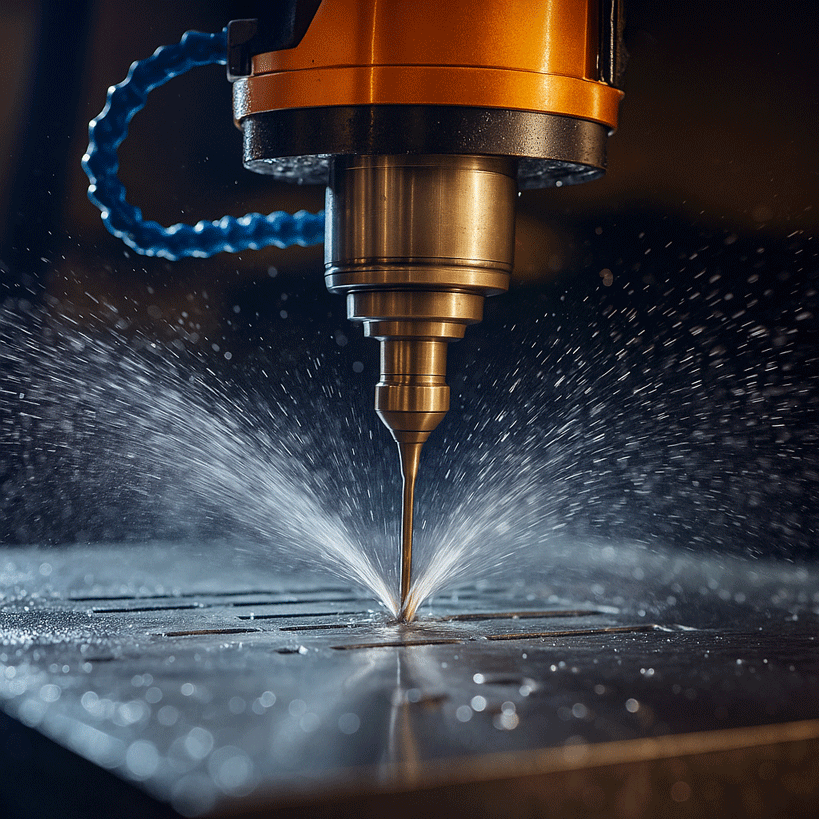
Cutting fluids, also known as machining fluids, play a very important role in modern machining processes. The main functions of a cutting fluid are:
- First, it must act as a lubricant and reduce friction, thereby decreasing the heat generated during the cutting process.
- Since heat caused by friction cannot be completely eliminated and often cannot even be significantly reduced, the cutting fluid must also work as an effective coolant.
- Finally, it should act as an anti-weld agent to neutralize the tendency of the material being cut to weld to the tool under conditions of heat and pressure.

Cutting Fluid as a Lubricant
For a cutting fluid to perform effectively as a lubricant, it needs to create and maintain a strong protective film between the surface of the tool and the metal being cut. The presence of such a film ensures smooth movement of the tool on the chip. In addition to reducing heat, proper lubrication decreases tool wear rates, especially during the machining of hard and ductile metals.
Cutting Fluid as a Coolant
If a cutting fluid effectively carries out its lubrication function, the issue of removing heat from the cutting tool and chip during operation becomes minimal. However, cooling remains an important task. For this task to be performed effectively, a cutting fluid must have high thermal conductivity so that the maximum amount of heat can be absorbed and removed per unit volume of fluid.
Why Water Cannot Be Used as a Cutting Fluid
Water, with its high thermal conductivity and specific heat capacity, is an excellent coolant, but its lubricating property is almost zero. Furthermore, water quickly causes corrosion of machine parts and components. It cannot facilitate smooth motion of machine components or reduce friction in the cutting zone. Additionally, water is ineffective in evenly spreading over metal surfaces, limiting its ability to absorb heat effectively.
Soluble Cutting Fluids
Soluble cutting fluids, or water-soluble fluids, are special lubricants and coolants mixed with water for use in machining operations. These fluids play a vital role in metalworking processes such as cutting, turning, grinding, drilling, and milling because they enhance productivity, extend tool life, and provide effective cooling and lubrication.
In these fluids, water acts as the primary carrier, helping to dissipate heat, while added chemicals improve lubrication and prevent issues such as corrosion or bacterial growth. Water-soluble cutting fluids are typically used in the following operations:
- Heat Management: These fluids dissipate the heat generated during metalworking processes, preventing thermal deformation or loss of dimensional accuracy.
- Lubrication: They reduce friction between the tool and workpiece and minimize wear on cutting surfaces.
- Chip Removal: They clean and clear chips and residues during operation, keeping the tool and workpiece clean.
- Corrosion Protection: They contain inhibitors to prevent corrosion of metal surfaces from moisture contact.
Types of Soluble Cutting Fluids
Water-soluble cutting fluids are primarily classified into mineral-based fluids and synthetic fluids. Each type serves similar purposes but differs in composition, performance characteristics, and applications.
1-Mineral-Based Water-Soluble Cutting Fluids
Mineral-based cutting fluids are composed of mineral oils as one of their main components, along with emulsifiers. When mixed with water, these fluids form an emulsion (often referred to as “milky emulsion”). Due to their excellent lubricating properties, these fluids have traditionally been used in machining processes.
Key Features:
– Contains refined mineral oils as the main ingredient.
– Forms a milky white emulsion after mixing with water.
– Strong lubrication reduces tool wear significantly.
– Suitable for applications requiring high-pressure machining or heavy cutting.
– Commonly used in industries such as automotive and aerospace, where demanding conditions require exceptional lubrication.
Advantages:
– Excellent lubrication properties for smoother cutting operations.
– Lower initial cost compared to synthetic fluids.
– Effective in processes subjected to high mechanical pressure.
Disadvantages:
– Residues from mineral oils may lead to bacterial growth, unpleasant odors, or skin irritation.
– Often less environmentally friendly.
– More prone to oxidation and early degradation.
2-Synthetic Water-Soluble Cutting Fluids
Synthetic fluids lack mineral oils or petroleum derivatives. Instead, they use chemical compounds like glycol, esters, or other synthetic lubricants. When mixed with water, these fluids form transparent or semi-transparent solutions, which make operation monitoring easier.
Key Features:
– Composed of synthesized chemical compounds, without mineral oils.
– Forms clear or semi-clear fluids when mixed with water.
– Optimized for high-performance applications requiring effective cooling and minimal residue.
– Widely used in industries such as electronics and precision machining, where cleanliness is crucial.
Advantages:
– Highly effective heat dissipation due to the absence of oily components.
– Minimal residue ensures clean workpieces and reduces cleaning time for tools and equipment.
– Eco-friendly and biodegradable (depending on formulation).
– Resistant to bacterial growth, enhancing fluid lifespan and reducing unpleasant odors.
Disadvantages:
– Typically, more expensive than mineral-based fluids.
– May provide less lubrication in some applications compared to mineral-based types.
Applications of Mineral vs. Synthetic Cutting Fluids
Both mineral-based and synthetic fluids are used in various industries depending on their specific needs. Mineral-based fluids perform better in heavy-duty operations requiring high lubrication, while synthetic fluids excel in providing superior cooling performance and cleaner operations in precision machining.
The choice of cutting fluid depends on machining conditions, lubrication and cooling requirements, costs, and environmental concerns.
Conclusion
Selecting the right cutting fluid is as crucial as choosing the right tool. Choosing the appropriate cutting fluid for metalworking operations can significantly impact machine performance and product quality. By using the right cutting fluid, you can reduce unexpected downtime, increase tool and fluid life, enhance productivity, and lower production costs per unit.
At Eriss Kimia Pars, we offer soluble cutting fluids in two grades: synthetic and mineral, and we can help you select the right fluid for your specific application. Additionally, we can customize the product according to your industry needs with the support of our experienced and strong research team.

Proper storage of cutting fluids is essential to preserve their performance, stability, and safety during use. Cutting fluids should always be stored in tightly closed, original containers, clearly labeled with the product name, batch number, and expiration date. The storage area must be cool, dry, and well-ventilated, away from direct sunlight and sources of heat, such as radiators or machinery. Exposure to excessive heat or cold should be avoided, as temperature fluctuations can accelerate degradation, alter fluid properties, and reduce shelf life. Ideally, cutting fluids should be stored at temperatures between 5°C and 35°C. Freezing must be strictly avoided as it can cause phase separation or irreversibly damage the product’s chemical composition.
Cutting fluids must never be stored near oxidizing agents, acids, alkalis, or other reactive chemicals, as these can lead to dangerous reactions or product contamination. To minimize the risk of contamination by dust, water, or foreign materials, ensure that containers are kept tightly sealed when not in use. Avoid transferring fluids to unmarked or incompatible containers to maintain product traceability and ensure safe handling.
It is recommended to conduct periodic inspections of storage containers for leaks, corrosion, or deterioration, and to use the oldest stock first (first in, first out principle). Safety Data Sheets (SDS) and product labels should always be readily accessible for quick reference in case of spills or accidents. Additionally, comply with all national and local regulations concerning the storage, handling, and disposal of industrial chemicals. By following these guidelines, you can maximize the quality and effectiveness of your cutting fluids, reduce safety risks, and protect both personnel and the environment.






